

菜 单关 闭

概述
球阀是流程工业中最重要的阀门之一,其允许通过的介质压差大,使用环境广,倍受石油、化工企业的青睐。球芯是球阀的核心部位,球芯的质量与球阀的使用寿命呈正相关。企业通常采用真空熔覆工艺向球芯表面熔覆镍基自熔性合金涂层工艺,大幅度提高球芯耐磨耐腐蚀性能,并降低生产成本。
在进口球阀生产过程中,球芯加工过程复杂,对工艺要求极高,并对涂层的厚度、硬度、孔隙率、表面粗糙度等均提出了严格规定,以保证球芯涂层的质量。在球芯的加工过程中,涂层制备工序和磨削工序是球芯最容易出现质量问题的两个环节。为解决球芯在这一过程中频繁出现的硬度分布不均匀性问题,本文以同批次8个球芯为研究对象,跟踪并量化记录完整的加工过程,并进行总结,优化加工方式,提高球芯合格品产出率。
试验过程
对球芯进行质量追踪试验的流程包括球芯预处理、火焰喷涂、真空熔覆、球芯标记、球芯检测、磨削加工、球芯质检。
2.1 球芯预处理
球芯材质为316不锈钢,为提高球芯火焰喷涂时粉末的沉积效率和结合强度,使用喷砂的方式对球芯进行预处理,清除球芯表面油污及氧化物,并增大表面粗糙度。喷砂压力为0.8 MPa,空气流量为5 m3/h,采用棕刚玉砂粒(0.1~2 mm)。
2.2 火焰喷涂及真空熔覆
涂层粉末为兰州理工大学合金粉末厂生产的Ni60A真空熔覆专用粉末,粉末粒径约为100 μm,具体成分如表1所示。喷砂后,使用氧乙炔火焰喷枪进行火焰喷涂,火焰喷涂涂层孔隙率较高,与基体的结合方式为机械结合,结合强度较低,在高压腐蚀环境下无法满足阀门的使用要求,因此需要对涂层进行真空重熔处理,真空重熔处理工艺路线如图1所示。
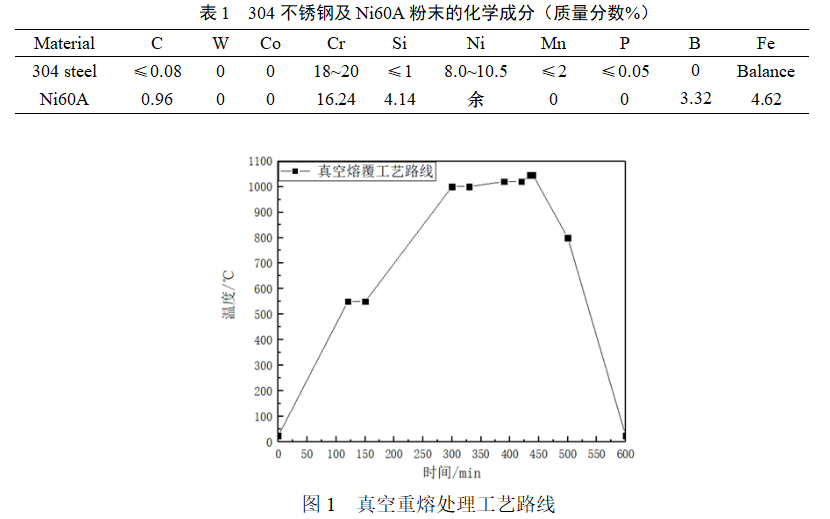
在进行重熔时,当炉温达到熔点后,元素充分扩散,析出相具有明显的规律,能大幅度降低涂层的孔隙率。涂层在熔化时,与基材表面发生元素扩散,涂层与基材的结合方式从机械结合转变为冶金结合,极大地增强基材与涂层的结合强度。真空熔覆时,球芯流道口与炉膛平行放置,炉温升高至粉末熔点后,受涂层自身影响,球芯底部会形成流点,如图2所示,该点比较凸出,会对磨削过程产生一定影响。

图2 球芯流点示意图
2.3 球芯检测
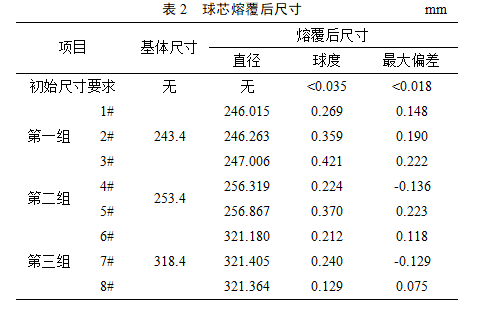
使用三坐标检测仪对熔覆后球度、最大偏差以及直径进行检测,检测结果如表2所示。按照球芯直径,将这8个球芯分为3组进行分析。
2.4 球芯标记
在球芯进行磨削之前,对球芯进行定位点标记,如图3所示。定义球芯靠近流道口顶部、流道口中部以及流道口底部存在3个圆形,分别记为左部圆、中部圆、右部圆。左部圆上的标记点分别为1、4、7、10;中部圆上的标记点分别为2、5、8、11;右部圆上的标记点分别为3、6、9、12。靠近炉膛底部面标记1、2、3,对称面标记4、5、6,左右面分别标记7、8、9和10、11、12。其中,2点位是球芯的流点位置,这12个点可以反映球芯表面的整个磨削情况。跟踪这8个球芯并记录各定位点的磨削情况。在流道口内应做好相应方向的标记,以便找出磨削后各定位点的大致位置。
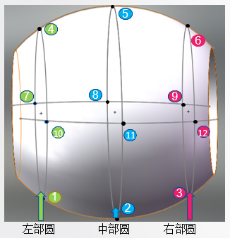
图3 球芯定位点标记
2.5 磨削加工
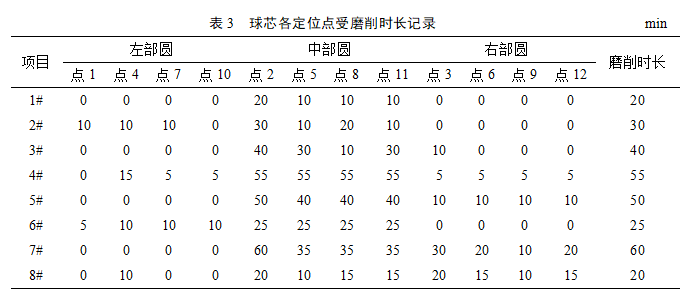
磨削时,首先对球芯进行找正,以球芯表面为基准分别进行轴向找正和刀盘找正。磨削时,尽量保证左部圆和右部圆处的定位点全部吃刀,如图4所示。文中所涉及的磨削时长为定位点从开始磨削至所有定位点全部被磨到后所用的总时长。表3所示为跟踪的8个球芯的磨削加工数据,其中2#、3#和7#球芯的流点处(即定位点2处)体积较大,可能会影响磨削的总时长,故分别在磨削开始20 min和40 min后,将2#和7#球芯的刀盘分别从右向左以及从左向右位置调整了60 μm和50 μm,而3#球芯的磨削过程不做调整。
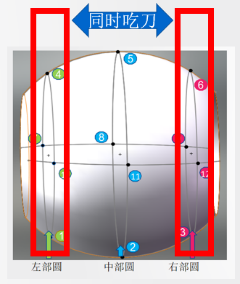
图4 磨削加工找正示意图
2.6 球芯硬度检测
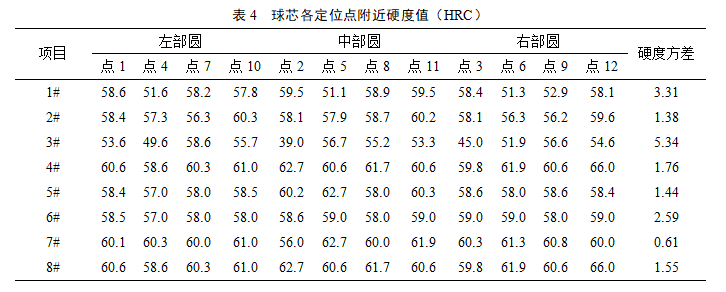
使用便携式洛氏硬度检测仪对球芯进行硬度检测。按照图3的标记方式,在球芯表面各定位点附近进行硬度检测,检测结果如表4所示。
结果分析
3.1 球芯熔覆前后尺寸变化
球芯在熔覆前后,其尺寸发生了明显变化,球度增大为熔覆前的10~20倍,最大偏差增大为熔覆前的20~40倍。但球芯涂层厚度为1000 μm,图纸要求涂层硬度为58~63 HRC,对应涂层厚度约为650 μm,即涂层磨削加工余量为350 μm,所以原则上来说,球芯球形度小于350μm时,均可磨至图纸要求尺寸及硬度。因此,球芯真空熔覆后,当球芯的变形量小于球芯的磨削余量,以1#球芯为例,其单边磨削余量为0.5 mm,故当球形度小于0.5mm,合理的磨削加工均可磨削获得合格球芯。1#球芯磨削余量如图5所示。
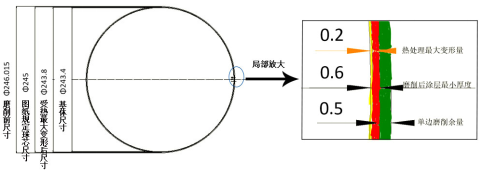
图5 1#球芯磨削余量示意图
3.2 球芯磨削加工时长分析
图6所示为三组不同尺寸球芯在磨削加工时各定位点加工时长分布情况,图中可以明显看到,所有球芯磨削时间最长的定位点均分布在中部圆上,且点2(流点处)位置磨削时间是所有定位点中最长的。第一组的2#、3#球芯以及第三组的7#球芯磨削时长高于同组其他球芯的磨削时长,主要是由于球芯流点位置体积较大所导致的。磨削加工时,刀盘与球芯表面最高点先接触,流点位置受刀盘磨削作用最早,而球芯涂层在进行真空熔覆时,表面涂层会产生滑移现象,导致中部圆处整体直径偏大,因此出现图6(a)中所出现的中部圆处磨削时间较长的现象。
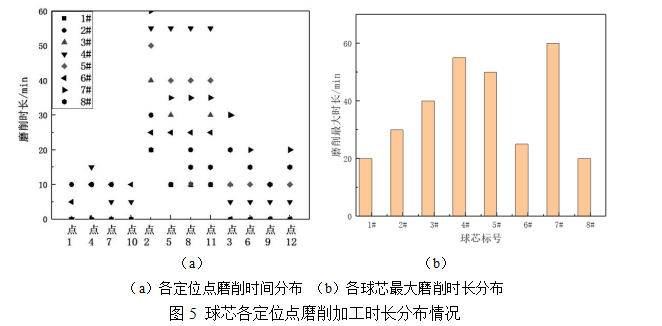
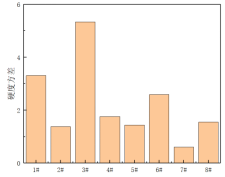
图7 球芯硬度方差对比
3.4 球芯磨削时长与硬度关系分析。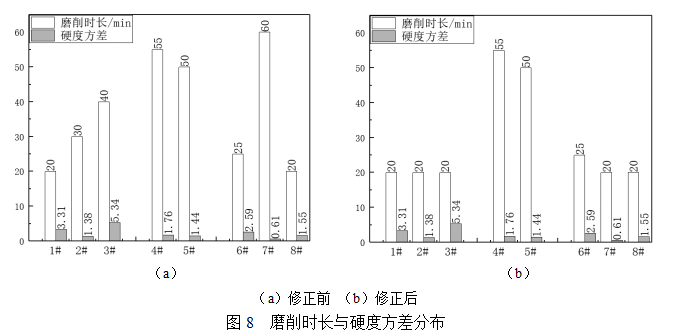

扫一扫产品询价
扫一扫产品询价
 020-32399500
020-32399500 13826088101
13826088101 网站地图
网站地图 在线咨询
在线咨询 产品询价
产品询价